发布:2024/7/1 3:12:40
来源:xyd13406357780
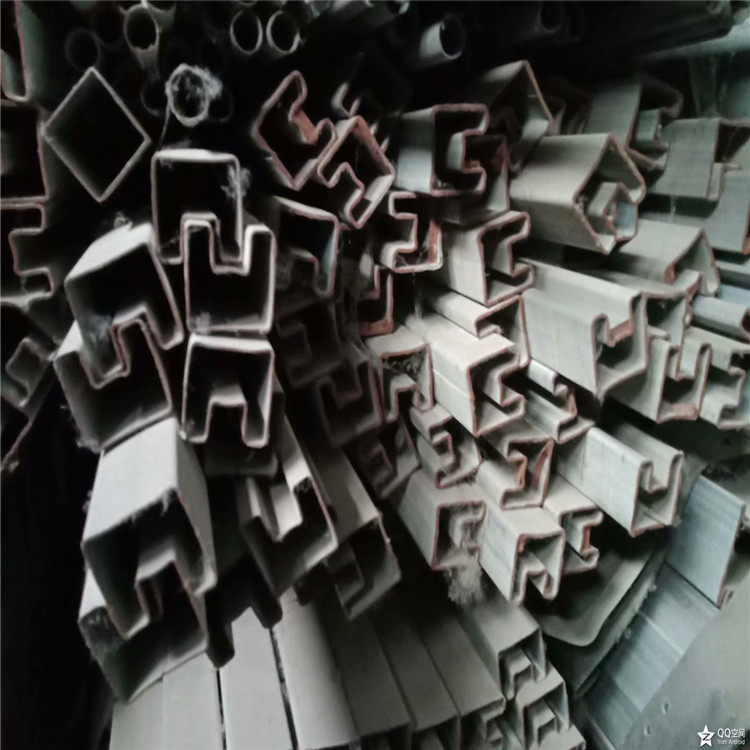
穿布管凹槽镀锌管 60*105镀锌凸型管
异型管的发展主要是产品品种的发展,包括断面形状、材质和性能。挤压法、斜模轧法和冷拔法是生产异型管的有效方法,它适用于生产各种断面和材质的异型管材。为了能生产品种繁多的异型管,还必须拥有多种生产手段。20世纪90年代,我国在原来只有冷拔的基础上,又发出辊拔、挤压、液压、旋轧、旋压、连轧、回转锻造和无模拔等几十种生产方法,并在不断地和创造新的设备与工艺。

山东鑫悦达钢铁有限公司秉承追求更高的质量,保持合理的价格,贴心的服务的经营理念,愿为您的朋友和依赖的合作伙伴。目前我公司已取得一些好的成绩,但是面对时代的挑战,我们也必定竭力以赴,秉承“铭求质量,竭诚服务"的企业方针,永恒“科技兴企,科技强企”的战略,致力发挥品牌效应,发展以高品质产品为载体,创新的理念与实力的积蓄,使我们迈入企业发展的里程中,坚持敢为人先,以人为本。竞争促进发展,发展意味着创新。我们尚未得好,持续是我们永恒的目标,我们将以坚持不懈的奉献精神和专业的产品、低廉的价格竭诚为您服务,望广大新老客户前来洽谈业务。
穿布管凹槽镀锌管 60*105镀锌凸型管热轧板带主要采用炉卷轧机、行星轧机、热连轧机等。冷轧板带主要采用4辊冷轧机、多辊冷轧机(如ZR2森吉米尔轧机)、冷连轧机等。棒、线材轧制一般选用无扭连轧机,连续退火、酸洗等。表2AOD与VOD精炼不锈钢的优劣性比较项目AODVOD钢水条件[C].5%~3.8%,[Si]≈.5%[C].3%~.5%,[Si]≈.3%炉料条件入炉合金所含的S、N均无要求,廉价的铬铁、镍铁、氧化镍、锰铁和各种受污染的废钢均可使用炉料条件有要求,低碳铬铁、镍板、金属锰等成分控制操作控制方便,可由智能系统自动设定和跟踪操作自动控制较为困难温度控制用气比例、速率及加冷却剂和发热剂控制,可由智能电子系统设定真空下控制较为困难脱碳可获得超低碳(L级)和特低碳(ELC级)只有在炼特低碳(ELC级)和特低氮级钢种时才有经济性脱硫脱硫能力好,[S]<.5%~1%[S]≈.1%脱气脱气能力好,但出钢时吸气,[H]<2×1-6,[N]<3×1-6,[O]<(3~8)×1-6脱气能力好,出钢时不吸气,[H]<1×1-6,[N]<(1~15)×1-6,[O]<(3~8)×1-6脱碳时间2~35min45~65min冶炼时间65min9min总金属率约97.5%约91%操作费用耗用1~16m3/t的氩气,1kg/t的还原硅真空下相当于AOD1/1以下的氩气,但耗用225kg/t的高压蒸汽;较低的还原硅消耗;较高的耐材消耗熔化废钢1%~25%无适应性除不锈钢精炼外,也可用于低合金钢、工具钢、硅钢和其他各种高合金的冶炼,特别适用配合连铸机生产不锈钢精炼及其他钢的真空脱气,与连铸机配合生产较困难可靠性易维护,在线率高真空系统维护困难,在线率低设备费为VOD的2/3较昂贵用转炉和RHOB精炼炉联合即LD-RHOB法,精炼不锈钢工艺分5步(见图7):用KR脱硫、转炉熔炼、出钢和排渣、钢水重回转炉熔炼、真空氧脱碳脱氧。
我们将与您携手共铸辉煌生产特点:多品种高精度交货快。本公司位于山东聊城汇通物流园,坚持信誉良好、质量保障;用户至上的原则,竭诚为广大用户服务,欢迎广大新老客户与我公司洽谈合作。企业理念:始于客户需求终于客户满意公司郑重向您承诺:保证以好的质量,低的价格,完善的后服务,来答谢新老客户。本库没有的规格可提前电话,保证按时到货。
异型管依照横断面特点,可分成等壁异型管、异壁异型管和变横截面管三类别。等壁异型管等壁异型管是具备同样厚度和不一样横剖面样子的异型管。它依据横断面样子的不一样又可分成一般等壁异型管(图3-14)和带折筋等壁异型管(图3-15)两大类。这种异型管大部分用冷拉法或焊接管连轧成型法纪成。1.异型管的特性指数值剖析-塑性变形
服务三保:保证质量、保证时间、保证数量服务宗旨:雄厚的实力、 的产品、低廉的价格、完善的服务。郑重承诺:保证以好的产品、 的质量、好的价格、完善的服务来答谢新老顾客的信赖。*批零兼营。*顾客可以随意挑选所需的长度或其他要求代订各类钢厂合同或特殊规格。调剂本库暂缺的规格,并省去您奔波采购的辛劳。*代运输,量大可直发您的地点。*节日不休息,随到随提。
穿布管凹槽镀锌管 60*105镀锌凸型管
常用结构钢的退火温度及退火后的硬度见附录保温时间。确定保温时间的原则是保证奥氏体的充分均匀化,其时间长短与零件有效厚度、工件的排列方式和装炉量大小等因素有关。在箱式电阻炉中退火,保温时间可按有效厚度计算(1.5~2.5min/mm)。工件排列越紧密,装炉量越大,保温时间越长。冷却速度。冷却速度对退火后组织及其性能影响较大,应根据钢种和要求的性能而定。退火后的组织应为珠光体。当冷却速度太快时,珠光体的片层太薄,硬度就偏高,不利于切削。


最新信息